Release time:2021-09-26
Mold injection molding is a processing method for batch production of some complex shaped parts. The specific principle refers to: the heated and melted plastic raw materials are pushed by the screw of the injection molding machine, injected into the mold cavity of the plastic mold under high pressure, cooled and solidified, and then the plastic molded products are obtained.
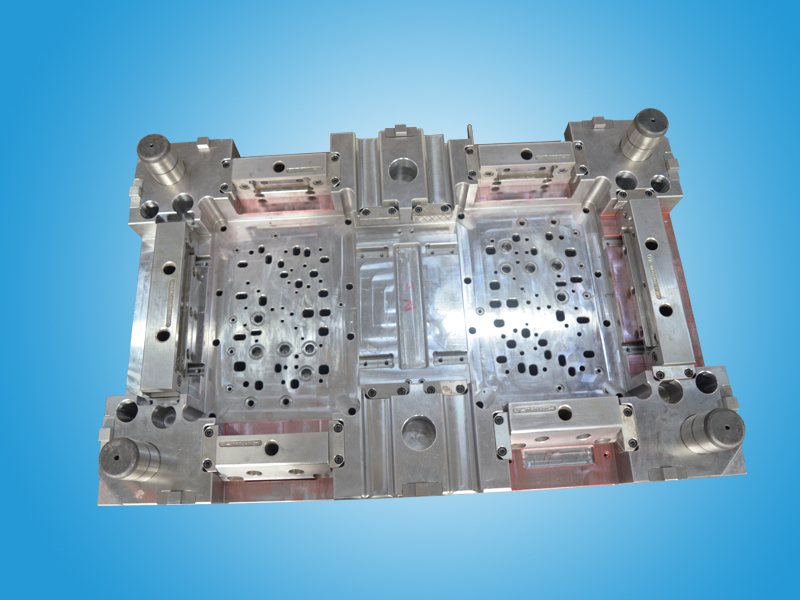
Plastic mold is composed of mobile mold and fixed mold. The mobile mold is installed on the mobile template of the injection molding machine, while the fixed mold is installed on the fixed template of the injection molding machine. During injection molding, the moving mold and the fixed mold are closed to form the gating system and cavity. When the mold is opened, the moving mold and the fixed mold are separated to take out the plastic products.
Although the structure of plastic mold may vary with the variety and performance of plastic, the shape and structure of plastic products, and the type of injection molding machine, the basic structure is the same.
1、 The structure of plastic mold is divided by function, which is mainly composed of pouring system, temperature control system, molding part system, exhaust system, guiding system, ejection system, etc. Among them, the pouring system and molded parts are parts that directly contact with plastic and change with plastic and products. They are complex parts in plastic molds that change greatly, and have high requirements for the smoothness and accuracy of processing.
1. Pouring system: refers to the flow channel part before the plastic enters the cavity from the nozzle, including the main channel, branch channel, cold material cavity, gate, etc.
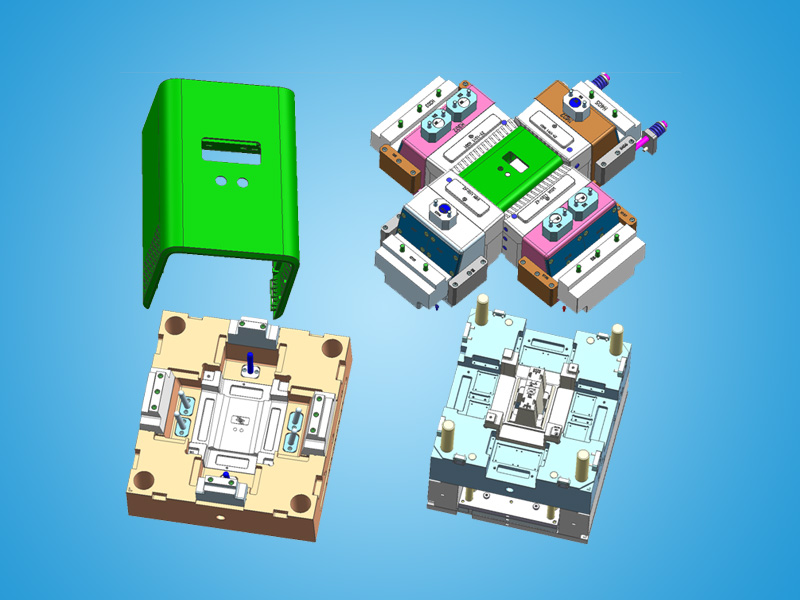
2. Formed part system: refers to the combination of various parts that constitute the shape of the product, including moving mold, fixed mold, cavity (concave mold), core (punch), forming rod, etc. The core forms the inner surface of the product, and the cavity (die) forms the outer surface shape of the product. After closing the mold, the core and cavity form the cavity of the mold. According to the process and manufacturing requirements, sometimes the core and mold are composed of several parts, sometimes they are made into a whole, and the inserts are only used for easily damaged and difficult to process parts.
3. Temperature regulation system: in order to meet the requirements of injection molding process for mold temperature, a temperature regulation system is required to regulate the mold temperature. For the injection mold of thermoplastic, the cooling system is mainly used to cool the mold (or heat the mold). The common method of cooling the mold is to open the cooling water channel in the mold, and use the circulating cooling water to take away the heat of the mold; In addition to using cooling water to transfer hot water or oil, the mold can also be heated by installing electric heating elements inside and around the mold.
4. Exhaust system: used to exhaust the air in the mold cavity and the gas generated by plastic melting during injection molding to the outside of the mold. When the exhaust is not smooth, the product surface will form gas marks (gas lines), combustion and other defects; The exhaust system of the plastic mold is usually a grooved air outlet opened in the mold, which is used to exhaust the air in the prototype cavity and the gas brought in by the molten material.
When the melt is injected into the mold cavity, the air originally stored in the mold cavity and the gas brought in by the melt must be discharged from the mold through the exhaust port at the end of the material flow, otherwise the product will have problems such as pores, poor welding, insufficient mold filling, and even the accumulated air will burn the product due to the high temperature generated by compression. Usually, the vent can be located at the end of the melt flow in the cavity or on the parting surface of the mold.
The latter is to open a shallow groove with a depth of 0.03~0.2 mm and a width of 1.5~6 mm on one side of the die. During the injection process, a large amount of molten material will not leak out from the vent, because the molten material will cool and solidify there, thus blocking the channel. The opening position of the exhaust port shall not face the operator, so as to avoid accidental ejection of molten materials and personal injury. In addition, the fit gap between the ejector rod and the ejector hole, and the fit gap between the ejector block and the stripping template and core can also be used for exhaust.
5. Guiding system: it is set to ensure that the moving mold and the fixed mold can be accurately aligned during mold closing. Guiding parts must be set in the mold. In injection mold, four groups of guide posts and guide sleeves are usually used to form guide parts. Sometimes, it is necessary to set mutually matched inner and outer conical surfaces on the moving mold and the fixed mold to assist in positioning.
6. Ejector system: generally includes ejector pin, front and rear ejector pin plates, ejector pin guide rod, ejector pin return spring, ejector pin plate locking screw, etc. After the product is molded and cooled in the mold, the front and rear molds of the mold are opened separately, and the plastic product and its condensate in the channel are pushed out or pulled out of the mold opening cavity and channel position through the ejector pin on the ejector rod of the injection molding machine, so as to carry out the next injection molding work cycle.
2、 According to the structure, the plastic mold is generally composed of mold base, mold core, auxiliary parts, auxiliary system, auxiliary setting and dead corner processing mechanism.
1. Mold base: generally, we don't need to design, but we can order it directly from the standard mold base manufacturer, which greatly saves the time required to design the mold. Therefore, it is called the standard mold base of plastic mold. It constitutes the basic framework of plastic mold.
2. Mold kernel: mold kernel is the core part of plastic mold and an important part of mold. The molding part of plastic products is in the mold, and most of the processing time is spent in the mold. But compared with some simple molds, it has no mold kernel, and the product is directly formed on the template. Early plastic molds are mostly like this, which is relatively backward.
3. Auxiliary parts: common auxiliary parts of plastic mold include locating ring, nozzle bushing, ejector rod, grab pin, support column, ejector plate guide column guide sleeve, garbage nail, etc. Some are standard parts, which can be ordered together when ordering the mold base, and some need to be designed by ourselves.
4. Auxiliary system: the plastic mold has four auxiliary systems: pouring system, ejection system, cooling system and exhaust system. Sometimes, because the plastic materials used need high temperature heating, some molds still have heating systems.
5. Auxiliary setting: the auxiliary setting of plastic mold includes lifting ring hole, Ko hole (top rod hole), etc.
6. Dead corner processing structure: when plastic products have dead corners, the mold will also have one or more dead corner processing structures. Such as sliding block, inclined roof, oil cylinder, etc. In most domestic books, this mechanism for dealing with dead corners is called "core pulling mechanism".
In fact, plastic mold is not difficult. No matter how plastic products change, the mold structure of this kind of plastic products is nothing more than the above aspects. The difference between molds is whether they are large or small. The location or mode of each auxiliary part, auxiliary setting, auxiliary system is different. The method, structure and size of dealing with dead corners have changed. Of course, the design experience is particularly important in order to make the designed mold simple to process, convenient to assemble, long service life, moderate price, and whether the formed product is good or not. Good experience, able to deal with design and problems in processing, and have confidence in design changes.
3、 Injection molding machine structure: a general-purpose injection molding machine is mainly composed of injection molding device, mold clamping device, hydraulic transmission system and electrical control system.
The main function of the injection device is to evenly plasticize the plastic and inject a certain amount of molten material into the mold cavity with sufficient pressure and speed. The injection device is mainly composed of plasticizing parts (composed of screw, barrel and nozzle), hopper, transmission device, metering device, injection, mobile cylinder, etc.
Mold closing device: its function is to realize the opening and closing of the mold, ensure the reliable closing of the molding mold during injection molding, and eject the product. The mold closing device is mainly composed of front and rear fixed templates, moving templates, pull rods connecting the front and rear templates, mold closing cylinders, linkage devices, mold adjusting devices, and product ejection devices.
Hydraulic system and electrical control system: its function is to ensure that the injection molding machine works accurately and effectively according to the predetermined requirements (pressure, speed, temperature, time) and action sequence of the process flow. The hydraulic system of the injection molding machine is mainly composed of various hydraulic components, circuits and other auxiliary equipment. The electrical control system is mainly composed of various electrical appliances and instruments. The hydraulic system and electrical system are organically organized to provide power and control for the injection molding machine.









控器3.jpg)
療器材類/假牙清潔器殼.jpg)